








汽車覆蓋件生產(chǎn)管理與質(zhì)量控制研究
汽車覆蓋件作為功能性零件,對(duì)整車的安全、隔振降噪性能以及整車造型風(fēng)格與靜態(tài)感知質(zhì)量等具有重要影響。近年來,隨著汽車行業(yè)的迅猛發(fā)展與國民消費(fèi)水平的提升,汽車消費(fèi)群體不斷年輕化,消費(fèi)者在購車時(shí)除了關(guān)注汽車的操控性、動(dòng)力性和燃油性等基本性能外,越來越關(guān)注汽車的造型與靜態(tài)感知質(zhì)量。靜態(tài)感知質(zhì)量主要體現(xiàn)在汽車覆蓋件的表面質(zhì)量,很大程度決定了產(chǎn)品的市場競爭力與消費(fèi)者的購買意向。因此如何穩(wěn)定并提升汽車覆蓋件的表面質(zhì)量,已成為各大模具廠與主機(jī)廠研究的重要課題。現(xiàn)從監(jiān)測并穩(wěn)定汽車覆蓋件表面質(zhì)量的角度出發(fā),結(jié)合某主機(jī)廠汽車覆蓋件的生產(chǎn)管理流程,介紹了汽車覆蓋件的質(zhì)量標(biāo)準(zhǔn)、常見缺陷類型與檢測方法。同時(shí)以某車型翼子板為例,解析了單件表面缺陷與整車缺陷的對(duì)應(yīng)關(guān)系,并在此基礎(chǔ)上通過優(yōu)化模具結(jié)構(gòu)以達(dá)到消除表面缺陷的目的,以期為主機(jī)廠沖壓件的生產(chǎn)管理與質(zhì)量控制提供工程借鑒與依據(jù)。
1汽車覆蓋件表面質(zhì)量標(biāo)準(zhǔn)
01.常見缺陷類型

(a)開裂

(b)起皺
(c)滑移線

(d)生銹

(e)壓痕
(f)凹凸點(diǎn)
圖1 常見缺陷類型
汽車覆蓋件需經(jīng)過拉深、修邊、整修及沖孔等工藝沖壓成形,在其生產(chǎn)過程中,模具零件承受較大載荷,當(dāng)壓邊間隙不均勻或板料定位不準(zhǔn)確時(shí),常導(dǎo)致模具零件出現(xiàn)疲勞磨損、塌陷、變形等失效,降低了模具成形零件精度及汽車覆蓋件成形質(zhì)量,汽車覆蓋件產(chǎn)生的褶皺、開裂、壓痕與滑移線等表面缺陷如圖1所示。
02.表面質(zhì)量分區(qū)
汽車覆蓋件分布在整車的不同位置,是整車的主要構(gòu)成要素。根據(jù)整車的裝配構(gòu)成,同時(shí)結(jié)合用戶的評(píng)審需求,通常根據(jù)外觀表面、打開車門后可見表面及不可見表面將整車覆蓋件分為A、B、C、D4個(gè)區(qū)域,如圖2所示。

圖2 表面分區(qū)標(biāo)準(zhǔn)
A區(qū):前后保險(xiǎn)杠以上所有可見的汽車外觀件(發(fā)動(dòng)機(jī)蓋、頂蓋、行李箱蓋、保險(xiǎn)杠高度以上的車門與側(cè)圍等部位)。B區(qū):前后保險(xiǎn)杠以下的外觀件和一些不易見的外板件部位(側(cè)圍部分、膠條以下的車門、側(cè)圍框及輪罩等部位)。C區(qū):瞬間可見的內(nèi)板件(頂蓋的流水槽、尾門,行李箱蓋打開后可見的邊緣部分;加油孔蓋打開以后可見的邊緣部位;前后門保險(xiǎn)帶以下的門鎖部位與門框等部位)。D區(qū):瞬間難以看到的內(nèi)板件(發(fā)動(dòng)機(jī)蓋、行李箱蓋打開后可見的部位、前后門與門框的交接處等部位)。
03.表面質(zhì)量標(biāo)準(zhǔn)
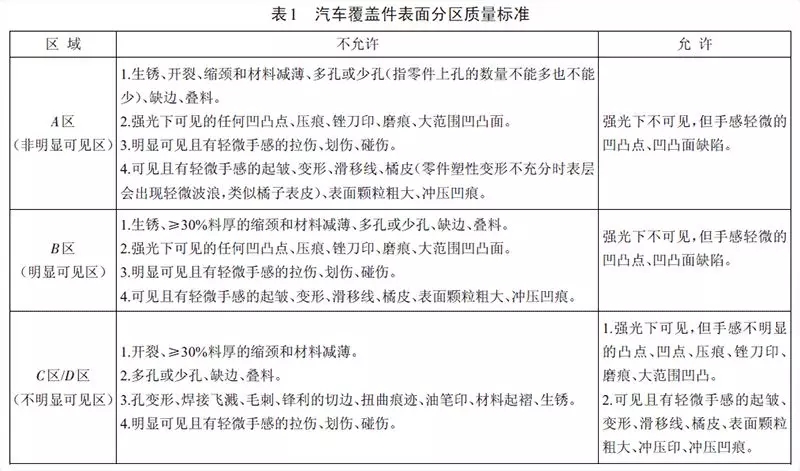
汽車覆蓋件的表面質(zhì)量具有較高的要求,從用戶的角度與關(guān)注度出發(fā),不同表面分區(qū)的質(zhì)量要求各不相同,其中外觀表面如側(cè)圍、翼子板和引擎蓋外板等要求較高,不允許存在波紋、起皺、開裂、滑移線和壓痕等缺陷,而且特征棱線要求清晰、平直,曲線應(yīng)順滑、過渡均勻。各表面分區(qū)質(zhì)量要求如表1所示。2生產(chǎn)管理與質(zhì)量控制
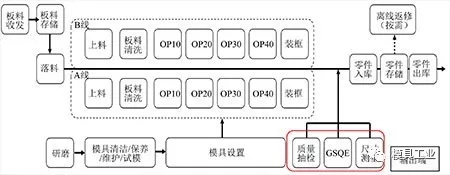
圖3 汽車覆蓋件生產(chǎn)工藝流程
汽車覆蓋件的生產(chǎn)管理流程主要包括板料接收、落料、沖壓、裝框、檢測與零件出入庫等環(huán)節(jié),如圖3所示。為確保覆蓋件的質(zhì)量,降低不良率,需在工藝流程的輸出端對(duì)覆蓋件進(jìn)行有效監(jiān)測與控制,現(xiàn)從質(zhì)量抽檢與GSQE檢測2個(gè)方面闡述質(zhì)量控制流程與方法。
01.質(zhì)量抽檢模具開發(fā)前期,借助Autoform仿真平臺(tái)可以模擬分析板料成形過程中易出現(xiàn)縮頸開裂或滑移等缺陷的部位,即高風(fēng)險(xiǎn)區(qū)域。在高速自動(dòng)化沖壓生產(chǎn)模式下,汽車覆蓋件的生產(chǎn)節(jié)拍較快,如前后門外板SPM(每分鐘沖次)為10~12次/min,頂蓋SPM為9~10次/min。在此生產(chǎn)模式下,生產(chǎn)線末端員工無法在有限的時(shí)間對(duì)每個(gè)零件所有部位進(jìn)行全局檢查,只能通過抽檢的方式按照表面質(zhì)量標(biāo)準(zhǔn)對(duì)零件高風(fēng)險(xiǎn)區(qū)域進(jìn)行檢查。
(a)某車型門內(nèi)板結(jié)構(gòu)
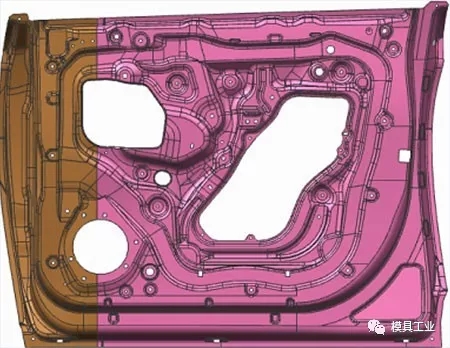
(b)高風(fēng)險(xiǎn)區(qū)域
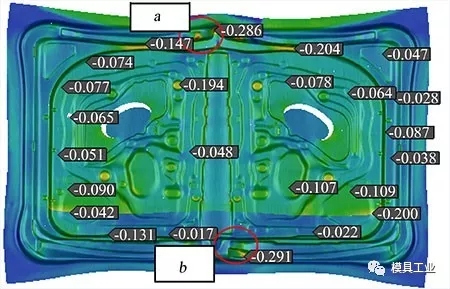
圖4 某車型門內(nèi)板高風(fēng)險(xiǎn)區(qū)域檢查
某車型門內(nèi)板結(jié)構(gòu)如圖4(a)所示,零件特性、材料力學(xué)性能參數(shù)及沖壓工藝使a、b區(qū)域拉深減薄率分別達(dá)28.6%與29.1%,如圖4(b)所示,均高于25%的減薄率設(shè)計(jì)標(biāo)準(zhǔn)。在批量生產(chǎn)過程中容易因材料性能和壓邊間隙等波動(dòng)而產(chǎn)生開裂風(fēng)險(xiǎn),因此將a、b區(qū)域定義為該零件的高風(fēng)險(xiǎn)區(qū)域。生產(chǎn)線末端質(zhì)量抽檢時(shí)重點(diǎn)關(guān)注高風(fēng)險(xiǎn)區(qū)域,當(dāng)出現(xiàn)缺陷時(shí)停機(jī)排查或按照問題升級(jí)流程進(jìn)行處理,通過該方式可以有效監(jiān)控生產(chǎn)零件的質(zhì)量狀態(tài)。
02.GSQE檢測全球表面質(zhì)量評(píng)估(globalsurfacequlityevaluation,GSQE)旨在為沖壓成形的鈑金表面建立統(tǒng)一的評(píng)審方法與標(biāo)準(zhǔn)以評(píng)價(jià)其質(zhì)量。在試生產(chǎn)和批量生產(chǎn)過程中界定裸露鈑金的表面評(píng)估標(biāo)準(zhǔn)化流程,通過標(biāo)準(zhǔn)化的檢查方法與量化的缺陷評(píng)審方式確定零件的質(zhì)量等級(jí),作為可接受或一種優(yōu)先等級(jí)進(jìn)行表面質(zhì)量改進(jìn)的手段。每生產(chǎn)批次檢查一件,通過借助平行光墻對(duì)沖壓件的表面缺陷進(jìn)行檢測,當(dāng)平行光墻發(fā)生扭曲或突變時(shí),表明零件表面存在凹坑或滑移線等缺陷,并按照GSQE的缺陷扣分標(biāo)準(zhǔn)評(píng)分,GSQE扣分標(biāo)準(zhǔn)如表2所示。某車型側(cè)圍GSQE光墻檢測過程如圖5(a)、圖5(b)所示,評(píng)審判定A柱頂部A3凸點(diǎn)缺陷如圖5(c)所示。

圖5 GSQE檢測過程
注:ΔA3為A區(qū)存在3級(jí)壓痕;OB2為B區(qū)存在2級(jí)凹面;=A3為A區(qū)存在滑移缺陷;⊙B3為B區(qū)存在3級(jí)凸面。受沖壓生產(chǎn)線末端空間及生產(chǎn)節(jié)拍的影響,在現(xiàn)有條件下質(zhì)量抽檢環(huán)節(jié)無法對(duì)覆蓋件進(jìn)行全局檢查,不能確認(rèn)零件表面的整體狀態(tài),當(dāng)模具或板料等因素造成零件缺陷而未能及時(shí)辨識(shí)時(shí),會(huì)使缺陷存在逃逸風(fēng)險(xiǎn)。因此,在質(zhì)量抽檢的基礎(chǔ)上,每批次生產(chǎn)過程中隨機(jī)抽取1個(gè)零件進(jìn)行GSQE檢測,對(duì)生產(chǎn)中產(chǎn)生的表面缺陷和變異進(jìn)行評(píng)估和報(bào)警,通過提高質(zhì)量控制的方式最大程度監(jiān)測汽車覆蓋件的質(zhì)量狀態(tài)。3工程案例應(yīng)用GSQE作為汽車覆蓋件表面質(zhì)量的量化評(píng)審工具,可以運(yùn)用于模具設(shè)計(jì)制造、調(diào)試與主機(jī)廠量產(chǎn)的全過程跟蹤,現(xiàn)以某車型翼子板為例,闡述如何應(yīng)用GSQE工具監(jiān)測并控制各階段沖壓件的質(zhì)量狀態(tài)。
01.模具開發(fā)前期
(a)某車型翼子板結(jié)構(gòu)
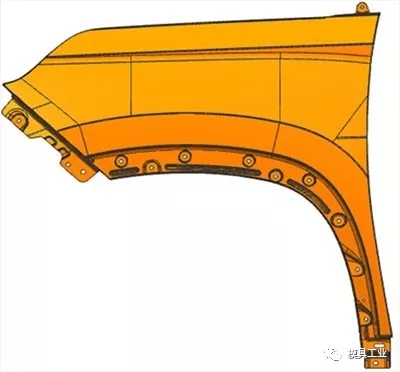
(b)表面質(zhì)量虛擬評(píng)估結(jié)果
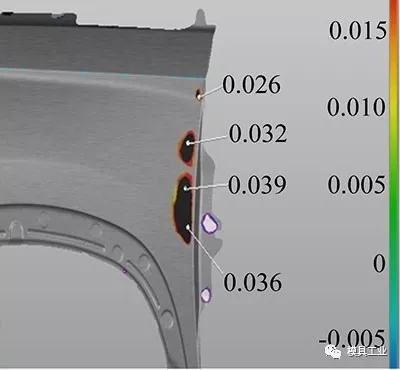
圖6 某車型翼子板結(jié)構(gòu)與GSQE虛擬評(píng)估結(jié)果
項(xiàng)目開發(fā)前期,在零件數(shù)據(jù)鎖定后,專業(yè)技術(shù)人員借助有限元軟件Autoform對(duì)零件的沖壓成形進(jìn)行全工序模擬仿真分析,規(guī)劃并優(yōu)化沖壓工藝的同時(shí)提前辨識(shí)因零件特性產(chǎn)生的工藝缺陷,即依托CAE分析軟件的數(shù)值仿真功能并按照GSQE的檢測要求開展表面質(zhì)量虛擬評(píng)估分析。某車型翼子板結(jié)構(gòu)與前期表面質(zhì)量虛擬評(píng)估結(jié)果如圖6所示。
02.模具制造階段質(zhì)量控制
為了使模具達(dá)到穩(wěn)定狀態(tài)并滿足項(xiàng)目開發(fā)初期定義的質(zhì)量策劃,同時(shí)減少模具回廠后的加工與調(diào)試工作量,主機(jī)廠會(huì)開展模具回廠前的驗(yàn)收工作,并依照GSQE評(píng)審標(biāo)準(zhǔn)對(duì)沖壓件成形質(zhì)量進(jìn)行監(jiān)控與確認(rèn),以快速達(dá)到制造階段與模具驗(yàn)收合格后發(fā)回主機(jī)廠的表面質(zhì)量要求。對(duì)于不滿足目標(biāo)分值的零件,主機(jī)廠與模具供應(yīng)商共同梳理并制定GSQE分值降低計(jì)劃,整合并調(diào)動(dòng)相關(guān)優(yōu)質(zhì)資源進(jìn)行表面質(zhì)量整改。
03.模具調(diào)試階段質(zhì)量控制
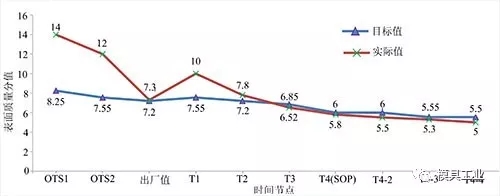
圖7 某車型翼子板GSQE目標(biāo)值與實(shí)際值對(duì)比
模具廠內(nèi)母線調(diào)試是模具開發(fā)的重要環(huán)節(jié),用于提升沖壓件的尺寸合格率與表面質(zhì)量,使其快速達(dá)到可生產(chǎn)的質(zhì)量狀態(tài)。在母線調(diào)試過程中,沖壓車間根據(jù)當(dāng)前零件狀態(tài)并結(jié)合前期的質(zhì)量策劃制定汽車覆蓋件各階段的GSQE分值目標(biāo)。以GSQE分值為導(dǎo)向,對(duì)比各階段實(shí)際值與目標(biāo)值的差異,制定表面質(zhì)量的整改計(jì)劃并跟蹤整改進(jìn)展,形成閉環(huán)問題管理模式,達(dá)到階段GSQE目標(biāo)分值后才進(jìn)入下階段的調(diào)試工作。跟蹤過程對(duì)比如圖7所示。
04.正式生產(chǎn)階段質(zhì)量控制
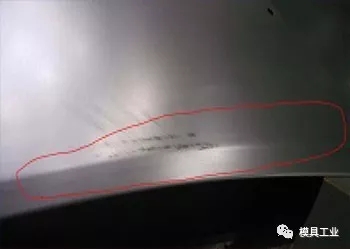
沖壓件開始批量生產(chǎn)后,GSQE對(duì)沖壓零件成形質(zhì)量的管理和提升具有重要意義。GSQE可以監(jiān)測沖壓單件與整車的表面質(zhì)量狀態(tài),辨識(shí)過程變異點(diǎn)。按照沖壓件質(zhì)量管理控制要求,每批次生產(chǎn)時(shí)隨機(jī)抽取1件零件進(jìn)行GSQE評(píng)審,跟蹤某車型翼子板一段時(shí)間內(nèi)的GSQE發(fā)現(xiàn),其前端上部出現(xiàn)A2凹印缺陷,采用光墻對(duì)整車進(jìn)行靜態(tài)感知評(píng)審發(fā)現(xiàn),同樣存在A2凹印且缺陷表現(xiàn)模式一致,單件的凹印缺陷與整車的缺陷表現(xiàn)模式如圖8所示。
(a)單件GSQE評(píng)審A2凹印
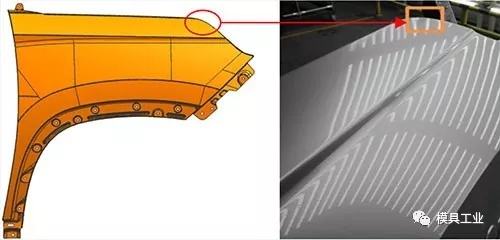
(b)整車凹印缺陷

圖8 單件與整車缺陷表現(xiàn)模式
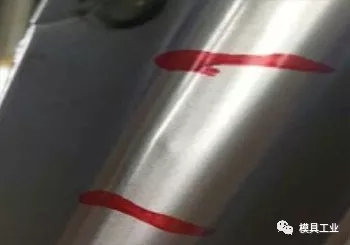
在辨識(shí)沖壓件表面缺陷后,對(duì)拉深、修邊、翻邊及整形等工序進(jìn)行排查,確認(rèn)缺陷產(chǎn)生的機(jī)理,最終鎖定為翻邊工序因壓料板磨損造成研合不足,導(dǎo)致外觀面材料流動(dòng)失穩(wěn)而產(chǎn)生凹印。在此基礎(chǔ)上,對(duì)壓料面進(jìn)行補(bǔ)焊研配,控制翻邊過程外觀面的材料流動(dòng),整改后光墻檢測結(jié)果顯示凹印缺陷消除。缺陷起因排查、模具修復(fù)及整改前后對(duì)比如圖9所示。
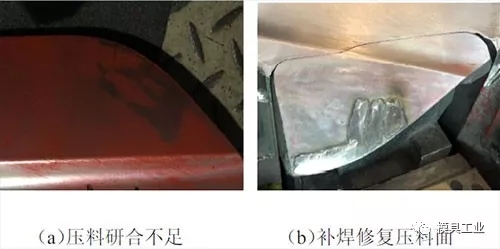

圖9 凹印缺陷整改過程
工程實(shí)踐結(jié)果顯示,采用GSQE標(biāo)準(zhǔn)對(duì)汽車覆蓋件表面質(zhì)量進(jìn)行評(píng)審,可有效辨識(shí)其表面缺陷,快速發(fā)現(xiàn)問題并抑制問題的惡化,對(duì)模具改進(jìn)、生產(chǎn)過程質(zhì)量控制及提升整車靜態(tài)感知質(zhì)量具有重要指導(dǎo)意義。
▍原文作者: 韋榮發(fā),覃亮,唐廣杰,孫凌霄,黃崢?biāo)?/span>
▍作者單位:上汽通用五菱汽車股份有限公司
以上就是100唯爾(100vr.com)小編為您介紹的關(guān)于汽車的知識(shí)技巧了,學(xué)習(xí)以上的汽車覆蓋件生產(chǎn)管理與質(zhì)量控制研究知識(shí),對(duì)于汽車的幫助都是非常大的,這也是新手學(xué)習(xí)模具專業(yè)所需要注意的地方。如果使用100唯爾還有什么問題可以點(diǎn)擊右側(cè)人工服務(wù),我們會(huì)有專業(yè)的人士來為您解答。
本站在轉(zhuǎn)載文章時(shí)均注明來源出處,轉(zhuǎn)載目的在于傳遞更多信息,未用于商業(yè)用途。如因本站的文章、圖片等在內(nèi)容、版權(quán)或其它方面存在問題或異議,請與本站聯(lián)系(電話:0592-5551325,郵箱:help@onesoft.com.cn),本站將作妥善處理。
 向客服提問
向客服提問汽車課程推薦


















模具專業(yè)熱門資料


模具專業(yè)技術(shù)文檔
- 1?呼和浩特工務(wù)段卓資東高鐵實(shí)訓(xùn)場建設(shè)項(xiàng)目議價(jià)采購二次公告
- 2鐵小微帶你看:大南鐵國家高鐵實(shí)訓(xùn)基地,超牛!
- 3尚義職教中心首屆高鐵專業(yè)學(xué)生赴北京實(shí)習(xí)實(shí)訓(xùn)
- 4技能展示 | 高鐵專業(yè)實(shí)訓(xùn)技能展示
- 5磨礪青春、出彩中職——高鐵專業(yè)實(shí)訓(xùn)風(fēng)采
- 6陜西長城鐵路技師學(xué)院,一所把高鐵實(shí)訓(xùn)搬進(jìn)課堂的高等院校
- 7喜訊!喜訊!1:1仿真高鐵實(shí)訓(xùn)設(shè)備進(jìn)入梧州電子科技學(xué)校
- 8云南工程職業(yè)學(xué)院高鐵實(shí)訓(xùn)基地建成啟用
- 9高鐵實(shí)訓(xùn)課走進(jìn)無錫東站!
- 10職教標(biāo)準(zhǔn)I高等職業(yè)學(xué)校城市軌道交通通信信號(hào)技術(shù)教學(xué)標(biāo)準(zhǔn)


推薦閱讀




















